Voici le texte que nous a adressé Robert Taymans, suite
à l'article, concernant l'usine Delebart-Mallet de
Mons-en-Barœul, paru dans la revue municipale « Mons et
Vous ».
C'était une filature appartenant au groupe
Delebart-Mallet. À son apogée, il comprenait dix
usines travaillant principalement le coton. La filature et
retorderie de Loos-lez-Lille fut reconstruite après avoir
brûlé en partie en 1940, lorsqu'elle avait servi de
bastion de résistance face à l'invasion allemande.
Les bâtiments ont fait place de nos jours à un centre
commercial. La filature d'Esquermes à Lille, sise à
l'angle du boulevard Montebello et de la rue des Stations, est
aujourd'hui reconvertie en immeubles d'habitation et de bureaux. La
filature et retorderie de Mons-en-Barœul a fait place aux
ateliers Peugeot. La filature de la rue Chanzy à Hellemmes
fut détruite par des bombardements pendant la seconde guerre
mondiale. La retorderie d'Hellemmes a également fait place
à des immeubles. Elle était voisine de la Busetterie
d'Hellemmes, démolie. On y fabriquait les tubes de papier
pour supporter le fil de La Cotonnière d'Hellemmes rue
Salengro, plus connue sous le nom « Les Anglais »,
souvent confondue avec la Cotonnière de Fives construite,
elle, à La Madeleine. Allez donc savoir ! Les
bâtiments existent toujours, mais cette usine a connu une fin
de vie difficile. Une filature à Fraismarais, près de
Douai, construite en 1952, est aujourd'hui reconvertie en
hôtel d'entreprises. Un tissage et une unité de
tricotage à St Quentin sont devenus une supérette. En
somme une version actualisée de grandeur et
décadence.
Dire que ce groupe avait fait place dans son capital à
la Fine Spinners and Doublers de Manchester est une façon de
voir les choses : ce sont les audits de la FSD qui
contrôlaient Delebart-Mallet et modelaient les états
majors. Plus tard le groupe anglais Courtauds achètera la
FSD ainsi que la Lancashire Cotton et devint ainsi
propriétaire des usines Delebart-Mallet. Mais la filature de
Mons-en-Barœul était déjà disparue car
elle ne correspondait plus aux critères de
productivité de 1950.
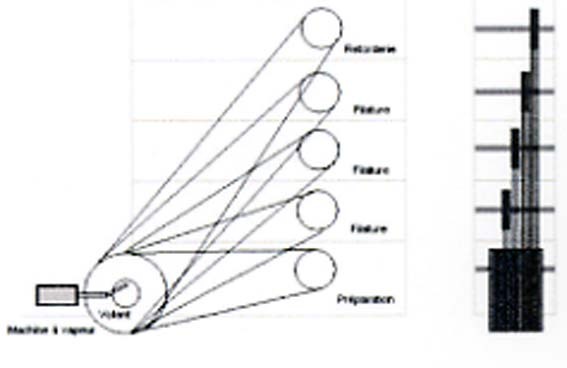
C'était une filature de coton, une usine traditionnelle
de l'époque. Les machines étaient réparties
sur cinq niveaux. Au rez-de-chaussée, la préparation
qui comme son nom l'indique préparait le coton brut pour le
présenter sous forme de mèches. Au premier, second et
troisième étages la filature proprement dite,
transformait les mèches en fils. Enfin, au quatrième
la retorderie qui retordait plusieurs fils pour les besoins du
tissage. C'était une filature de coton peigné.
À partir d'un coton brut venu d'Egypte, du Soudan ou de See
Island dont certaines fibres mesuraient plus de 40
millimètres de long, cette usine fabriquait des filés
fins, c'est-à-dire des filés dont un gramme contenait
entre 180 et 300 mètres de fil ! Ces filés servaient
principalement à confectionner des voiles et des
dentelles.
La préparation du coton brut demandait plusieurs
opérations réalisées par du matériel
aux noms évocateurs. Le coton brut arrivait en «
balles » d'environ 150 kilos de fibres de coton
comprimées à la presse hydraulique afin d'en diminuer
le volume. Dame, cette matière première arrivait par
voie maritime de ces pays lointains. C'est le brise balles qui
ouvrait grossièrement ces balles de coton comprimé de
façon à en permettre le mélange
réalisé à la main. Le mélange
était nécessaire puisqu'il permettait d'obtenir un
produit fini correspondant à certains standards à
partir de cotons d'origines diverses et donc de coûts
différents.
A l'époque, le profil se faisait grâce aux achats
judicieux de cotons et à leur mélange. C'est donc
sous forme de lambeaux de nappes épaisses que le coton
était avalé par le batteur. Plusieurs volants munis
de pointes d'acier et tournant à grande vitesse battaient
les fibres pour les présenter en nappes d'environ 10 cm
d'épaisseur enroulées sur elles-mêmes. Le
batteur était la machine dangereuse par excellence. Les
pointes d'acier, bien que protégées par des garants,
ne pardonnaient pas aux mains et bras qui se risquaient de se
promener près d'elles ; de plus le moindre morceau de
métal mélangé aux fibres et projeté
à grande vitesse engendrait des étincelles,
lesquelles déclenchaient parfois des incendies.
Les rouleaux de nappes arrivaient ensuite aux cardes, qui
démêlaient les fibres pour former un voile puis un
ruban. Ces rubans étaient successivement traités par
des étirages, des peigneuses puis des bancs à
broches. On disposait alors d'une mèche de quelques
millimètres de diamètre qui partait en filature.
Toutes ces machines, nous l'avons déjà
souligné, étaient dangereuses. Toutes
présentaient des éléments métalliques
tournant à grande vitesse plus ou moins bien
protégés. Il convient également de
reconnaître que les ouvriers et ouvrières
intervenaient parfois de leur propre initiative sur ces
éléments, bien que cela fût interdit. Mais les
protections automatiques n'étaient pas à cette
époque ce qu'elles sont aujourd'hui. Les risques de scalp et
d'amputation n'étaient pas négligeables.
La filature était équipée de renvideurs
encore appelés self acting ou mule pattyn. C'étaient
d'étranges machines longues parfois de 25 mètres
recevant leur force motrice en leur centre. Elles comprenaient une
partie fixe qui supportait les bobines de mèches et une
partie mobile qui avançait lentement sur près d'un
mètre et qui supportait les broches recevant le fil. En
quelque sorte, ces machines reproduisaient mécaniquement les
gestes de la fileuse actionnant son rouet.
Les ouvriers devaient donc installer les bobines de
mèches et surveillei le mouvement du renvideur à
filer pour éventuellement réparer les casses de fils.
Un vra ballet ! Le fileur, véritable patron de sa machine,
était aidé par un rattacheur et souvent d'ur petit
rattacheur autrement dit un apprenti. À la sortie de la
filature le fil pouvait être considéré comme un
produit fini et utilisé tel quel par le tissage. Toutefois
on l'améliorai! grâce à des opérations
complémentaires. La retorderie, avec des renvideurs
simplifiés retordait deux fils ensemble afin d'augmenter
leur solidité.
Le finissage, dans un bâtiment annexe situé au
rez-de-chaussée comprenait différentes machines
permettante présenter le fil en bobines ou écheveaux
après lui avoir fait subir, le mot n'est pas trop fort,
différentes opérations. Ainsi, le gazage consistait
à faire passer le fil à grande vitesse au travers
d'une flamme afin de le débarrasser des « poils
» inutiles ou l'épuration pour laquelle le fil passait
entre deux lames d'acier espacées de quelques
millièmes de pouce. Dame, la Fine Spinners étant
anglaise, certaines mesures l'étaient aussi. Le bobinage, le
dévidage permettaient des présentations diverses,
bobines, écheveaux pour la teinture, facilitant toutes les
autres opérations qui transformeraient le fil de coton
peigné fabriqué à Mons-en-Baroaul en tissus,
voiles, dentelles. Mais ceci est une autre histoire et une histoire
d'autres lieux.
Dans d'autres ateliers, les spécialistes
préparaient ou réparaient les accessoires des
machines. Ici on recouvrait des cylindres métalliques d'une
fine pellicule de cuir de veau collée à la gomme
arabique ou à la colle de poisson. Les bords étaient
arrondis à l'aide de lamelles d'os, du bio avant l'heure !
Ces cylindres permettaient le contrôle des fibres et fils car
dans de nombreuses machines de préparation et dans toutes
les machines de filature les fibres étaient pincées
entre deux cylindres. Essayez donc de pincer des fibres entre deux
cylindres métalliques même cannelés ! Il
fallait bien que l'un d'entre eux soit recouvert de quelque chose ;
à l'époque on avait trouvé le cuir de
veau.
La filature de Mons-en-Baroeul devait compter environ 30 000
broches ce qui représentait sans doute 145 000 cylindres
à regarnir régulièrement. Ailleurs on
regarnissait les peignes : il s'agissait de souder à
l'étain des aiguilles d'acier d'un demi-millimètre de
diamètre et d'une longueur de 10 millimètres. On en
soudait environ 500 côte à côte sur une
barrette. Un vrai travail de patience. Et il y avait la forge,
autrement dit l'atelier de mécanique où à
l'époque on forgeait encore certaines pièces,
où l'on regarnissait de « régule » les
paliers, les roulements à billes étant peu
utilisés lors de la construction de l'usine. La forge
était aussi le lieu de rencontre, le seul endroit où
l'on pouvait en griller une en cachette car partout ailleurs le
risque d'incendje était réel, notamment à
cause du coton-poudre ce déchet qui se répandait
partout. À l'époque pas de débat sur fumeurs
ou non fumeurs sur le lieu de travail: on ne fumait pas. Point
final.
Ce qui était également spectaculaire dans ce type
d'usine, c'était bien la production et la transmission de la
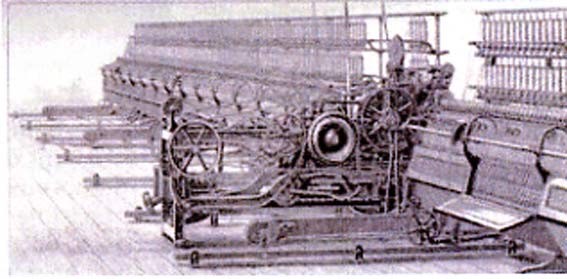
force motrice. La filature disposait d'une machine à vapeur
: « La Machine ». Cette machine à vapeur
était en fait l'âme de la filature : une panne et
toute l'usine s'arrêtait. Elle comportait deux cylindres de
deux mètres de diamètre extérieur recevant la
vapeur d'une énorme chaudière alimentée au
charbon. Depuis chaque cylindre, un piston actionnait une bielle
qui transmettait le mouvement rectiligne et alternatif à un
volant de 5 à 6 mètres de diamètre ce qui
rendait le mouvement circulaire et continu.
De cet énorme volant partaient des câbles de coton
qui transmettaient ce mouvement aux poulies installées
à chaque niveau. Qu'elles soient situées au
rez-de-chaussée ou dans les étages toutes les
machines recevaient leur force motrice par tout un jeu de poulies
et courroies disposées dans le couloir à
câbles. Imaginez un couloir accolé au bâtiment
principal sur toute sa longueur et sur toute la hauteur des cinq
niveaux.Cette installation permettait la transmission de la force
motrice depuis la machine à vapeur.
La filature était aussi dotée d'une grande
cheminée, le « Ballot» qui assurait à la
fois le tirage et l'échappement pour la chaudière,
ainsi que d'une bizarre pyramide tronquée, construite en
bois : le réfrigérant. Cette tour recueillait la
vapeur qui se condensait et redevenait : eau. Une eau que l'on
utilisait pour alimenter la chaudière. Des installations
identiques étaient utilisées dans les
houillères pour descendre et monter les « cages
» dans les puits de mine. Certaines atteignaient une
puissance de plus de 2500 HP.
Tous les ans le 9 mai, jour de la Saint-Nicolas
d'été, tout le personnel fêtait le Broquelet.
Ce jour là, Mons-en-Baroeul et la région
connaissaient l'une de leurs plus grandes fêtes populaires.
C'était initialement la fête patronale des
dentellières (le nom de Broquelet vient de « broques
», terme désignant les fuseaux avec lesquels la
dentellière croisait et tordait les fils sur son carreau ou
son coussin). C'était devenu la fête de tout le
textile. Le lundi était chômé, mais pour la fin
de la semaine précédente les machines avaient
été nettoyées, enjolivées (certaines
colonnes métalliques étaient poncées à
la toile émeri de façon à dessiner des
spirales). Chaque fileur voulait présenter le plus beau
métier et des primes étaient distribuées. On
remettait les médailles du travail. Sans doute que de nos
jours ces pratiques seraient critiquées. Peut-être.
Elles avaient le mérite de mettre en valeur la notion du
travail bien fait et l'amour du métier. La fête a plus
ou moins été maintenue jusqu'au milieu du XX eme
siècle, puis elle a disparue : pourquoi fêter une
industrie qui n'existe plus ?
Lors des deux conflits mondiaux, la filature fut occupée
par l'armée allemande. En 1918 un officier occupait une
chambre de la conciergerie. Entre 1942 et 1944 une batterie de flak
était installée sur le toit.
Dans l'enceinte de l'usine existait un terrain de football,
certes pas aux normes actuelles de l'UEFA, mais un vrai terrain
avec ses vestiaires et un court de tennis. Durant la seconde guerre
mondiale, l'endroit fut aménagé en jardins familiaux
afin d'améliorer l'ordinaire du personnel.
Une partie des ouvriers logeait à proximité de
l'usine dans les maisons construites avenue Virnot et avenue des
Jardins. Ces habitations existent toujours. Elles ont
été heureusement améliorées car
à l'époque de leurs construction, vers 1930,
l'éclairage était au gaz et seulement au
rez-de-chaussée. Il fallait sortir pour accéder au
point d'eau et aux toilettes et, comme le montre la photo
ci-contre, l'hiver il neigeait. Les mines avaient leurs corons,
nous avions nos cités ouvrières.
Ce genre d'industrie a cédé la place dans les
années cinquante à des unités plus
productives, utilisant d'abord les fibres de coton, puis les fibres
artificielles ou synthétiques. Aujourd'hui nous disposons de
tissus plus « techniques » plus « performants
» qui rendent notre existence plus facile. Mais la dentelle
et les voiles d'aujourd'hui sont moins arachnéens : de nos
jours, il ne faut que 50 mètres de fil et non plus 300 pour
faire 1 gramme. Le filé est donc 6 fois plus gros mais
parfois moins solide. Cela ne gêne personne du reste.